
1·
5 days agothe whole printer has only been used since january, and all the nozzles are hardened steel. so i don’t think anything has gone wonky with the hardware yet.
but switching to another head is a good idea. i’ll try doing that.
the whole printer has only been used since january, and all the nozzles are hardened steel. so i don’t think anything has gone wonky with the hardware yet.
but switching to another head is a good idea. i’ll try doing that.
yeah i figured that out. i ran some intermediates without and i thought the bumps were small enough that the ironing would smooth them out completely, but no.
i did that for my latest test and i don’t know if it helped, but the default flow for this filament is insanely high compared to the default pla settings.
good tip!
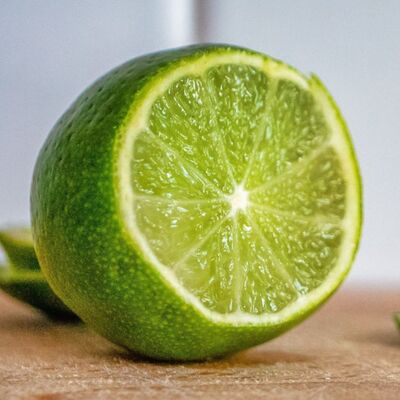
you know the weirdest part? i’ve now seen the exact same surface pattern on two test prints. it’s not just that there are bubbles, it’s that they are the same size and shape. and that’s with different infill patterns; one rectilinear and one gyroid.
i sort of figured the gaps with the lower flow rate were underextrusion. i’ve already dried out the filament though. first for six hours on low heat in a snapdryer, then into my home-made dry box overnight. the dry box just a plastic bin with a hygrometer, a one-way valve so i can pull some air out with my vacuum, and one of those big-ass reusable desiccant bags for cars. the snapdryer read 10% humidity when i pulled the spool out, and the drybox is at like 11%. is that still too much?
as for temp, the official specs say it’s good for 190-230C, and the preset runs it at 215. could that be too cold?
another think i’ve thought about when looking through the settings is that the preset for matte pla runs very fast. the “generic pla high-speed” preset runs at 18 mm3/s, “snapspeed pla” runs at 20, and the matte preset runs at 22.
it’s .45mm. it’s fine on gyroid it’s just on rectilinear that it breaks easily.
good to know, i switched to gyroid for the next test and while the infill looks better the top surface still looks like ass. i’ll attach a photo to the op.
i thought so too, so i dried the roll for six hours before this print. but i’m also a newbie at this so who knows.
it’s 15%. it’s for a kid, needs to be solid.
but also, part of the issue is that the infiill just crumbles. i cut up the top surface and poked a screwdriver in there, and what come out was just powder.
aaaah yeah that makes sense. orca seems to miss quite a lot of settings, there’s nothing for infill flow for example.
are you sure about this? it says in the tooltip for the density field that it’s “purely for statistics”, to figure out how many grams of plastic will be used.
oh hey this message federated, finally.
so this is snapmaker matte pla, the snapmaker orca fork has a profile built in for it… but it looks weird. the temps are off, the build plate is a little hotter than they specify on their page… i don’t know if it’s right. i’ll do some cubes.
Edit: also, how can you tell the walls are over-extruded?
ah i see. in that case it’s the same, because it’s a snapmaker spool with an rfid chip and they have presets for that exact filament in the slicer.
what, weigh the spool, dunk it in water, weigh the water?
what exactly am i looking for there, manufacturing defects? moisture?
i did gyroid on my previous test and got the exact same patterns, weirdly.
“paid extra” at the place that sells 50¢ hot dogs
no see what’s so strange about this shape is it only has one side. because it’s a squashed cylinder.
Edit: gee, tough crowd. möbius strips typically do not have a thickness.

you first, mr huang
there’s only so much you can fit in an elevator pitch :P
{kind=link}
those all look like snapdryers.